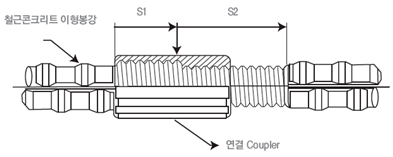
1. 나사 이음 철근 커플러
가. 연결하고자 하는 철근의 단부를 상온에서 압연하여 전조 가공으로 수나사부를 만들고 이를
암나사가 가공된 커플러를 이용하여 철근을 연결하는 방법
2. 커플러의 재질
가. 커플러의 재질은 KSD3752(기계구조용 탄소 강재)에서 규정한 SM35C, SM 40C, SM45C 또는
SM20C 이상의 재료로 단조 성형하여 인장강도를 상승시켜 사용하고 강관 재질 사용 시 KSD3517
(기계구조용 탄소 강관재)에서 규정하는 STKM 13C 종 또는 13C 종 이상으로 표면에 돌기가
형성되도록 인발 가공하여 사용한다. 철근 이음 커플러에는 주조품을 사용해서는 안 된다.
주조제품은 충격에 약한 메짐성이 높기 때문에 지진 발생 시 구조물의 급속 파괴를 유발할 수 있다.
3. 철근 나사부의 치수
가. 철근의 연결 단부 나사의 지름과 피치 조합은 KSB0201(미터 보통 나사)이나 KSB0204
(미터 가는 나사)를 기준으로 하여 소정의 이음 성능을 발휘할 수 있는 형태의 나사 가공을 실시한다.
나. 나사 가공은 상온에서 압연하여 전조나사를 가공한다.
다. 나사의 길이는 연결 철근의 호칭지름 별로 짧은 나사는 커플러 길이의 50%(½)로 하고, 긴 나사는
연결 방법에 따라 커플러 길이 및 잠금 너트의 높이 기준으로 선정한다.
4. 커플러의 치수
가. 커플러는 이음부 철근의 규격 강도에 의해 이음이 받는 응력에 따라 이음 성능이 보증된 치수로 한다.
나. 커플러의 외경 치수 오차 범위는 최대, 최소치수로 한다.
다. 커플러의 길이는 철근 나사부의 나사 호칭지름의 2배 이상으로 한다.
라. 커플러의 내측에는 철근 나사부와 끼워서 맞추어서 소정의 이음 성능을 발휘
| 철근 규격 |
나사규격 | COUPLER | 철근나사길이 | |||
| 외 경 | 내 경 | 길 이 | 단나사(S1) | 장나사(S2) | ||
| D10 | M10×1.5P | 19 | 8.65~9.25 | 23 | 11.5 | 23 |
| D13 | M13X1.5P | 19 | 11.370~12.950 | 30 | 15 | 30 |
| D16 | M16×2.0P | 24 | 13.830~15.850 | 38 | 19 | 38 |
| D19 | M19.5×2.5P | 30 | 16.450~19.510 | 45 | 22.5 | 45 |
| D22 | M22.8×2.5P | 34 | 19.850~20.554 | 50 | 25 | 50 |
| D25 | M26.2×3.0P | 38 | 23.550~24.780 | 58 | 29 | 58 |
| D29 | M29.4×3.5P | 43 | 26.350~27.910 | 65 | 32.5 | 65 |
| D32 | M32.9×3.5P | 48 | 28.910~30.820 | 70 | 35 | 70 |
| D35 | M36×4.0P | 53 | 33.970~35.420 | 75 | 37.5 | 75 |
| D38 | M39.2×4.0P | 57 | 36.270~37.280 | 80 | 40 | 80 |
| D41 | M42×4.0P | 60 | 38.670~40.220 | 86 | 43 | 86 |
| D51 | M52×4.0P | 75 | 47.670~49.720 | 110 | 55 | 110 |
※ 커플러의 체결할 때 나사가 보이지 않을 때는 단 나사를 2배의 크기가 커플러의 길이가 된다.
나사가 보일 때는 장 나사와 단 나사에 커플러를 체결할 때 단 나사 크기만큼 나사 길이가 보인다면
그것 또한 체결이 잘된 거라고 볼 수 있다.
5. 커플러의 이음 위치
가. 이음 위치는 시험기준을 만족하는 경우 서로 엇갈려 설치하지 않아도 된다.
나. 커플러의 외경(대각거리)이 시험기준을 만족하지 못하는 경우는 축 방향으로 서로 어긋나 동일 단면에
집중되지 않게 설치한다. 이 경우 어긋나는 거리는 60㎝ 이상으로 한다.
다. P.C BOX 교량(ILM,MSS,FCM)의 2차 타설 부와 같은 특수한 경우는 동일 단면에 시공할 수 있으며
이처럼 시공할 경우는 아래 표의 검사기준에 따른다.
| 검사 항목 | 기 준 | 빈 도 | 비 고 |
| 청정도 | 커플러 및 철근 나사부에 기름 등 유해 물질이 없어야 한다. | 전수 | |
| 철근단면의 평 면 도 |
철근 단면의 최곤 면이 50% 이상 평면도를 유지하여야 한다. | 전수 | |
| 가공조건 | 모든 가공은 상온에서 하여야 하며 열간가공은 철근 단면에 산화 스케일 유무 및 Burr(거스러미) 발생 유무로 알 수 있다. (상온가공에서는 위와 같은 현상이 발생하지 않음.) |
전수 |
6. 커플러 시공
가. 조임 방법 : 나사 이음 커플러 체결용 공구는 체인 렌치, 파이프렌치 등 전용 체결 공구를 사용한다.
나. 이음 시공 시 이음 시공 요령서를 작성하고 책임 기술자의 승인을 받는다.
다. 철근조립 후에 이음 시공을 실시할 경우에는 작업 공구의 크기를 고려하여 시공순서를 검토해두지
않으면 철근이 과밀하게 배치된 경우나 이음이 집중된 경우에는 시공이 불가능해지는 경우도
있으므로 주의가 필요하다
라. 시공할 때는 모재 철근의 배치, 이음 위치의 확인, 이음부 및 부품의 손상 여부, 청정도 등의 점검,
작업 공구를 점검 정비하고 시공 요령서에서 정한 대로 소정의 공구를 이용하여 확실히 시공한다.
7. 이음부 철근 및 커플러 배치
가. 이음부 철근의 이음 간격은 가능한 한 밀착 상태에서 체결한다.
나. 짧은 나사와 짧은 나사의 연결 시 철근 단부가 서로 밀착되어야 한다.
다. 짧은 나사와 긴 나사의 연결 시 짧은 나사는 커플러에 완전히 체결
8. 커플러 이음부의 검사
가. 이음 시공 전, 이음부 철근에 대해 소요 접합 길이를 확보하기 위한 철근의 나사부, 커 플러,
잠금너트의 상처 및 청정성에 대해 이음 전수에 걸쳐 맨눈으로 검사한다.
나. 이음 시공 후의 발취검사로서 커플러가 소정의 위치에 적절한 조여져 있는지를 검사하며,
이 경우 검사 빈도는 5% 이상으로 한다.
다. 이음 시공 후, 이음 전수에 걸쳐 소정의 체결 길이가 확보되어 있는지 필요에 따라 검측 자로 검사한다.
라. 나사 이음의 인장시험은 KSB0802에 의하여 항복강도와 인장강도를 시험한다. 이 경우 단면적은
KSD3504를 기준으로 한다. 나사 이음 철근의 인장시험 결과는 아래 푯값을 만족하여야 한다.
| 시험항목 | SD400 | SD500 | SD600 | 비 고 |
| 항복강도(N/㎟) | 400-520이상 | 500-650이상 | 600-780이상 | SD600 기준을 만족하는 경우 SD500 SD400에는 별도의 시험을 하지 않는다. |
| 인장강도(N/㎟) | 항복강도의 1.15배이상 | 항복강도의 1.08배이상 | 항복강도의 1.08배이상 |
'건축 공정의 기본' 카테고리의 다른 글
| 동절기 콘크리트 배합표의 특징 (1) | 2025.03.03 |
|---|---|
| 평판재하시험(PBT: Plat Bearing Test) 방법 (1) | 2025.03.02 |
| 콘크리트 단위 수량 품질 시험 방법 (1) | 2025.02.28 |
| 해빙기를 알면 안전도 보인다. (0) | 2025.02.27 |
| 조적 공사의 재료 선정 시 기준과 시공 준비 및 방법 (0) | 2025.02.26 |




댓글